2026-04-10
0
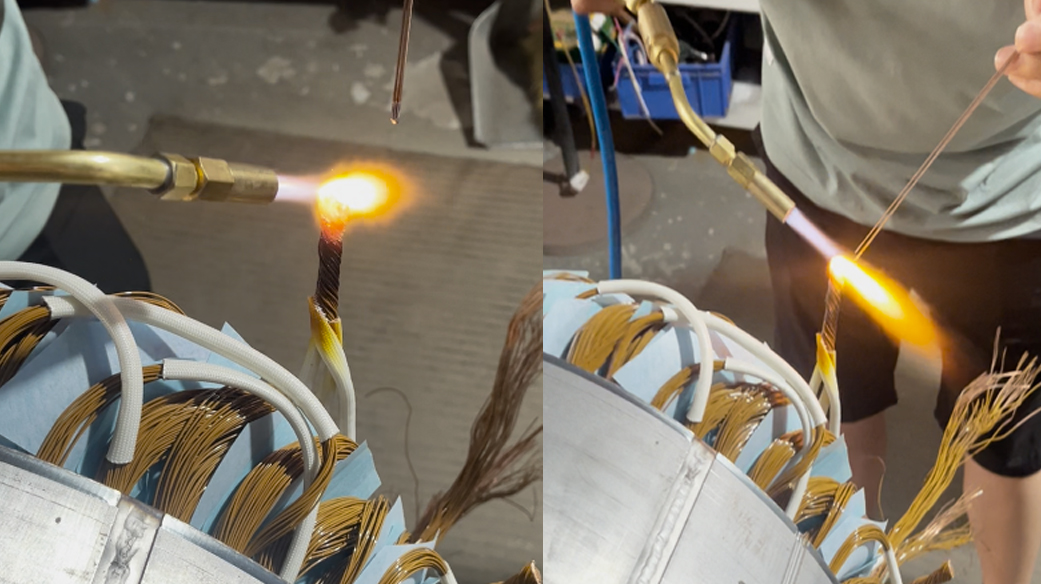
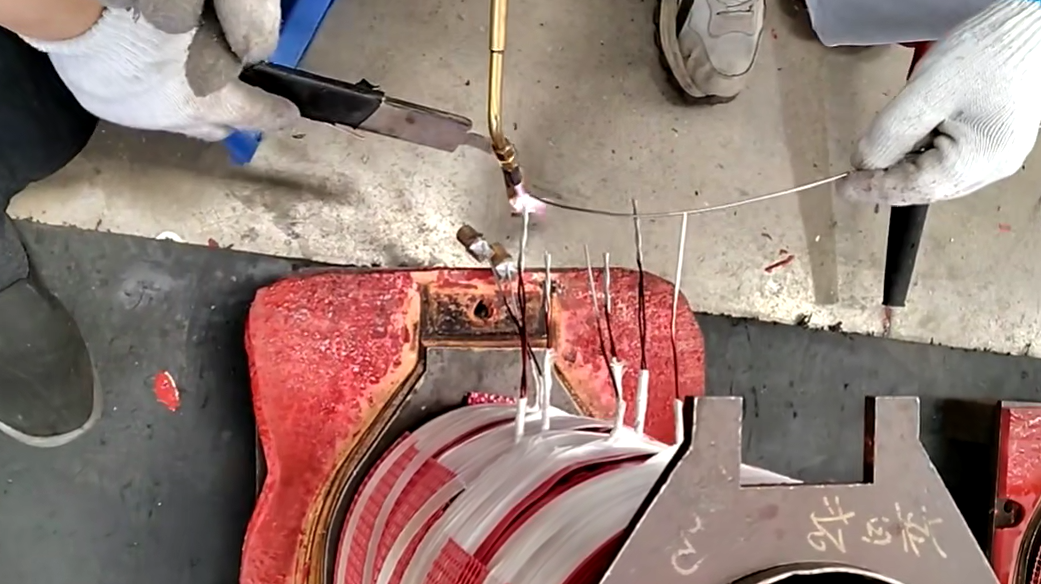
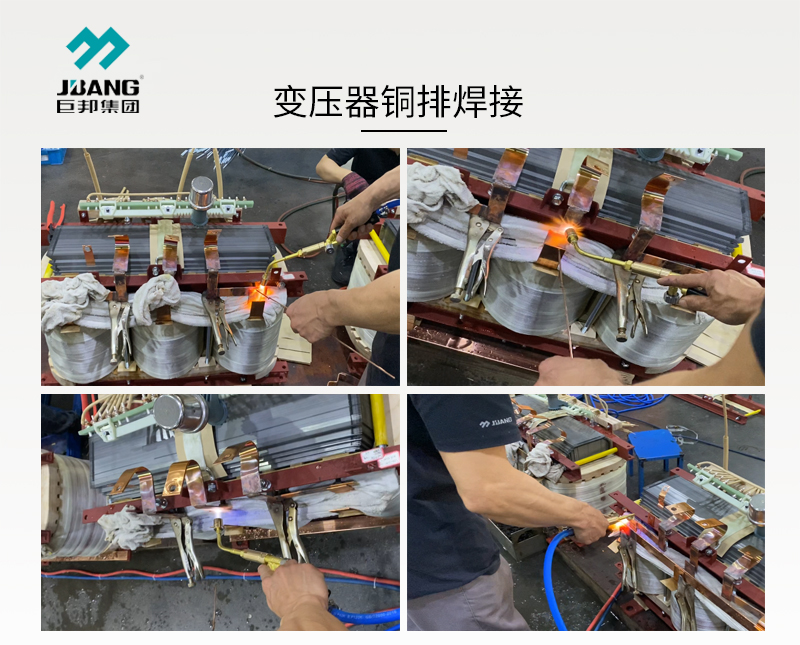
在高端电机制造领域,电机引线焊接质量直接决定整机导电性能、运行稳定性与使用寿命。山东欧瑞安电气有限公司(以下简称 “欧瑞安电气”)作为国内专业电机设备制造商,长期深耕节能电机研发生产,其核心产品适配工业传动、新能源装备等高端场景,对电机核心部件焊接工艺提出严苛要求。近期,欧瑞安电气引入江苏领氢节能科技有限公司LQJN-H20000 型号氢氧焊机,针对电机引线10×2mm 规格扁铜线开展焊接工艺升级,以绿色氢氧焰技术替代传统焊接痛点,实现产品品质与生产效率双重跃升。

焊接质量缺陷频发:传统火焰发散、杂质多,焊接时易产生夹渣、气孔,导致焊缝接触电阻增大,电机运行中出现局部过热、能耗上升,甚至引发绝缘层老化、短路故障,严重影响产品合格率与使用寿命。
热变形与精度失控:铜材导热系数高,传统焊接热影响区大(达 8-10mm),易造成扁铜线翘曲、变形,后续需额外矫正工序,既增加生产成本,又难以保障引线装配精度。
安全环保压力凸显:依赖高压气瓶供气,存在泄漏、爆燃风险,燃烧产生有害废气,不符合绿色生产与环保排放要求,员工操作环境差。
生产效率与成本失衡:传统工艺需人工剥漆、预热,单根扁铜线焊接耗时超 3 分钟,且气瓶采购、更换、运输成本高,批量生产经济性不足。
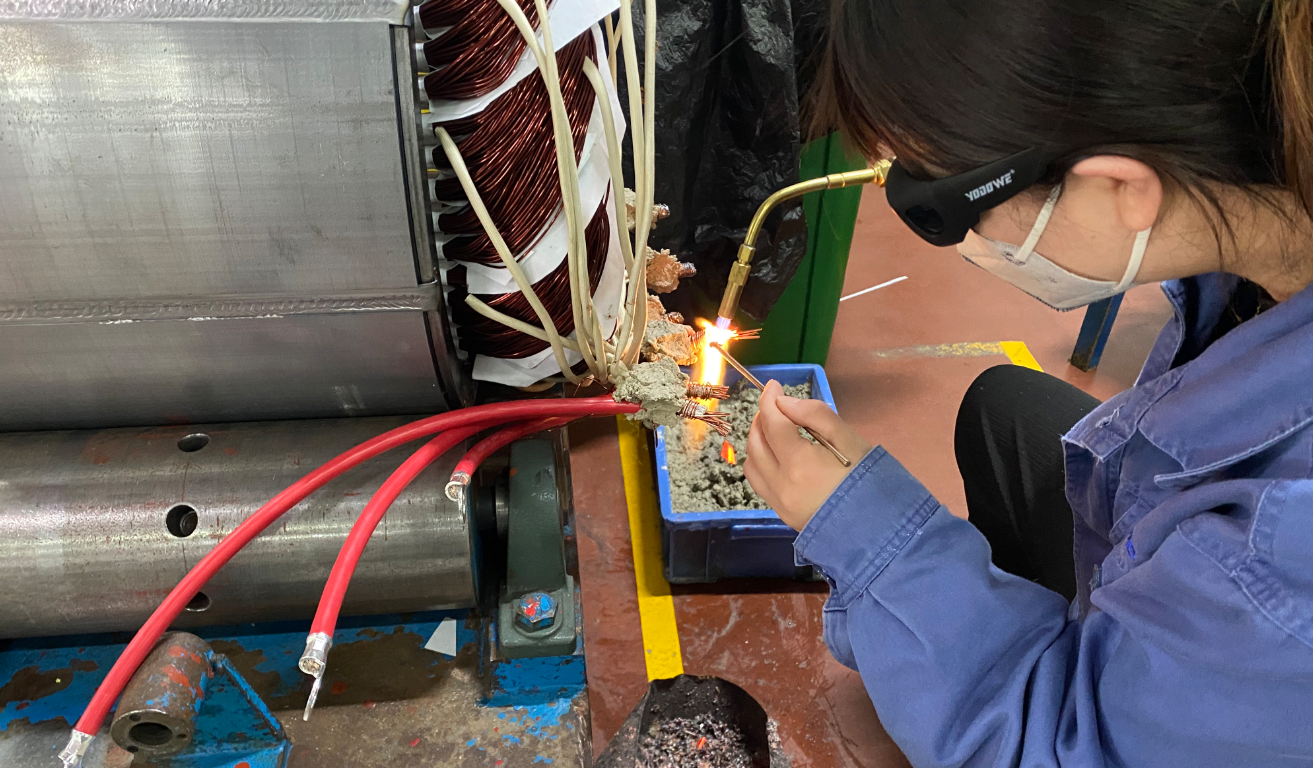
清洁焊接,杜绝氧化缺陷:氢氧燃烧产物仅为水,无杂质残留,焊接时形成还原性氛围,有效保护铜材表面,避免焊缝氧化、夹渣。较传统工艺提升 30% 以上,解决虚焊、假焊难题。
精准控温,减少热变形:火焰集中、温度可调,热影响区宽度缩减至2mm 以内,仅为传统工艺的 1/4,避免扁铜线局部过热变形,无需后续矫正,保障引线尺寸精度与装配一致性。
节能,降低生产成本:设备开机即产气、无需预热,单根 10×2mm 扁铜线焊接时间缩短,生产效率提升;原料仅为水和电,运行成本较传统燃气焊接降低,且省去气瓶管理、仓储等隐性成本。
安全环保,优化生产环境:无高压储气罐,气体即产即用,配套多重防回火、过压保护装置,从根源消除气瓶安全隐患;燃烧有害废气少,生产环境提升。
产品品质大幅提升:扁铜线焊缝无氧化、无夹渣,机械强度与导电性能达标,获得客户高度认可。
生产效率显著提高:单台电机引线焊接工序效率提升,满足批量订单交付需求,市场响应速度加快。
生产成本持续降低:剔除气瓶采购、运输、仓储费用,减少矫正、返修工序,人工与物料成本,综合生产成本优势凸显。
绿色生产落地:车间无有害气体排放,安全管理成本降低,员工操作环境改善,助力企业通过 ISO14001 环境管理体系认证,契合 “双碳” 战略下的绿色制造趋势。


咨询热线:19566416555